








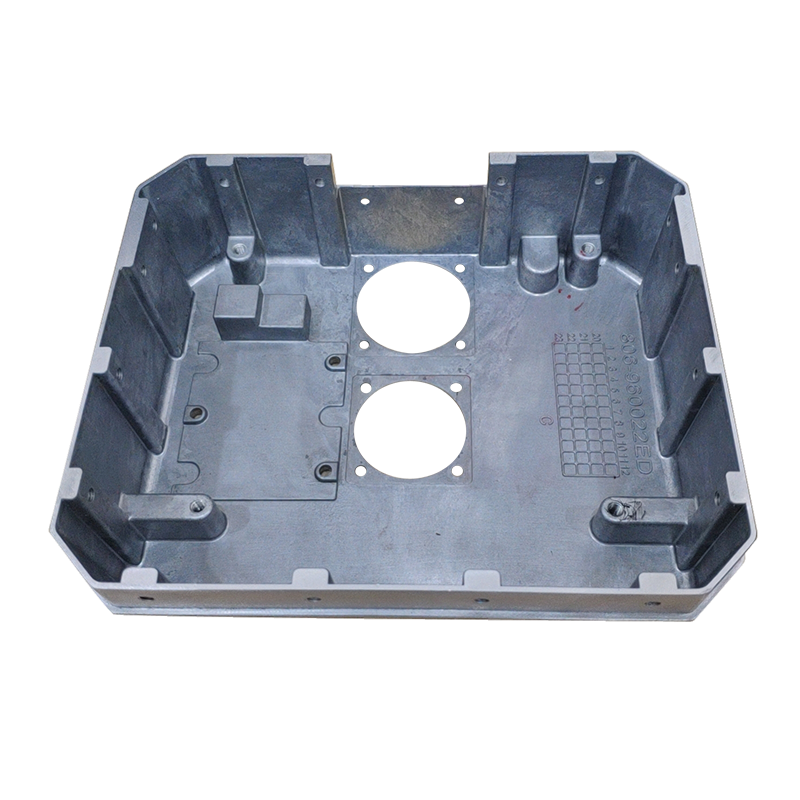
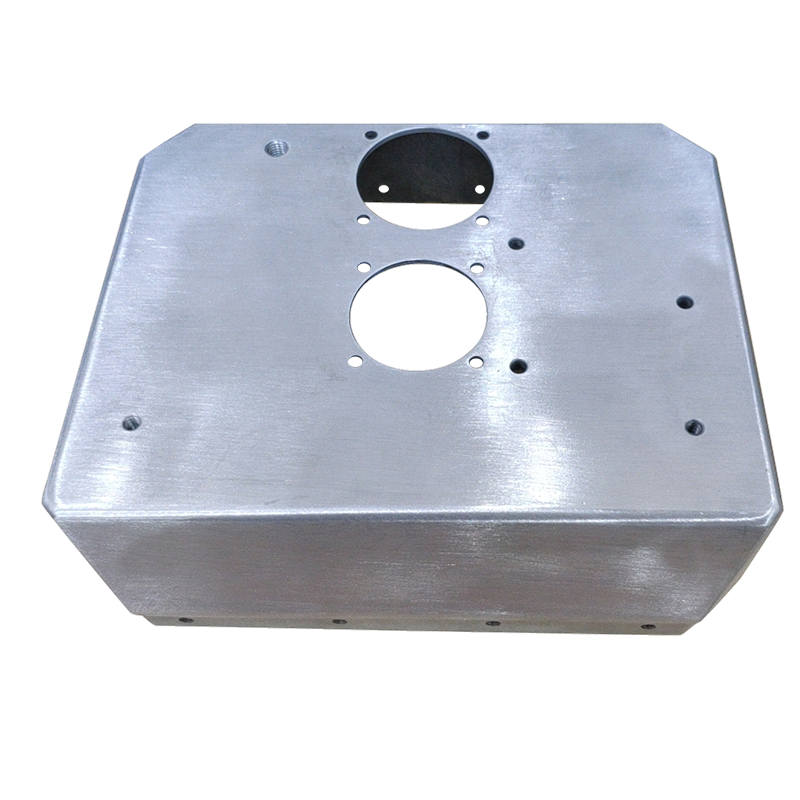
Elektrik qutusunun alüminium tökmə arxa qapağı
Xüsusiyyətlər
Kingrun Technology sizin tam tökmə mənbəyinizdir. Xidmətlərimizə aşağıdakılar daxildir:
Kalıp dizaynı və istehsalı
Alüminium tökmə üsulu 0,5 kq-dan 8 kq-a qədər, maksimum ölçü 1000*800*500 mm
Ən müasir CNC emalı ilə tökmə işlərinin tamamlanması
Səthi təmizləmə, cilalama, söhbət örtüyü, toz örtük və s. daxil olmaqla.
Yığma və qablaşdırma: Karton, palet, qutu, taxta qutular və s. Müştərilərin tələblərinə uyğun olaraq xüsusi olaraq hazırlanmışdır.
Kingrun layihələri geniş və müxtəlif sahələri əhatə edir, o cümlədən:
5G Telekommunikasiya məhsulları
İstehlakçı elektronikası
Avtomobil komponentləri
İşıqlandırma

Dizayn və Simulyasiya alətləri
● Lazım olduqda PRO-E, Solid Works, UG və ya tərcüməçilər.
● Döküm Dizaynı üzrə Məsləhət.
● Axın və istilik simulyasiyası üçün Flow3D, Castflow.
● Yumşaq qəliblərdə və ya alternativ tökmə proseslərində prototipləşdirmə.
● Optimal axın və xüsusiyyətlər üçün qapı təhlili və dizaynı
● Dizayn qərarları və planlaşdırma üçün Daxili Baxış prosesi.
● Əmlak tələblərinə uyğun ərinti seçimi.
● Hissə mülkiyyət tələblərinə uyğun dizayn.
Hazır Məhsul Yoxlaması
Ölçünü kaliperlər, hündürlük ölçən cihaz və CMM ilə yoxlayın
Performansı təmin etmək üçün avtomatik istilik test xətti ilə 100% istilik testi
Kosmetik qüsurların olub olmadığını yoxlamaq üçün vizual yoxlama aparılır.
FAI, RoHS və SGS həmişə müştəriyə təqdim olunur
Döküm Prosesi ilə bağlı Tez-tez Verilən Suallar
Soyuq kameralı tökmə nədir?
Soyuq kamera inyeksiya mexanizminin nisbi temperaturuna aiddir. Soyuq kamera prosesində metal xarici sobada əridilir və maşın tökmə hazır olduqda inyeksiya mexanizminə daşınır. Metalın inyeksiya mexanizminə köçürülməsi lazım olduğundan, istehsal sürəti adətən isti kamera prosesindən daha aşağı olur. Alüminium, mis, bəzi maqnezium və yüksək alüminium tərkibli sink ərintiləri soyuq kamera qəlib tökmə prosesindən istifadə edilərək istehsal olunur.
Tökmə hissələri üçün yaxşı dizayn təcrübələri hansılardır?
• Divar Qalınlığı – Tökmə qəliblər vahid divar qalınlığından faydalanır.
• Qarışdırma – Tökmə materialını qəlibdən çıxarmaq üçün kifayət qədər qarışdırma tələb olunur.
• Fileto – Bütün kənarların və künclərin fileto/radius hissəsi olmalıdır.
Məhsul kateqoriyaları
-
Avtomobil üçün alüminium yüksək təzyiqli tökmə bazası ...
-

Alüminium tökmə əsas və ODU korpusunun örtüyü
-

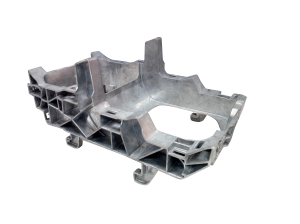
Yüksək təzyiqli alüminium tökmə qoltuqaltı dayaq bazası...
-
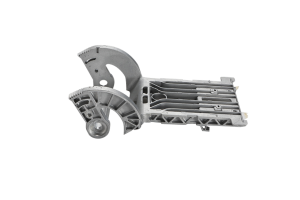
Döküm Alüminium avtomobil qoltuqaltı bazası, bıçaqla ...
-

Simsiz mikrodalğalı üçün alüminium FEM əsas və örtük
-

5G açıq hava üçün alüminium tökmə bazası və örtüyü ...




